For industrial food and beverage manufacturers, achieving consistency in matcha-based products is a complex chemical challenge. Many brands suffer from color degradation, sediment issues, and bitter profiles that alienate high-end consumers. The reality is that failing to manage raw material stability often leads to expensive manufacturing bottlenecks. By partnering with a dedicated Wholesale/Manufacturer , you can implement rigorous quality control measures that protect your brand’s reputation.
“The most frequent matcha mixing mistakes in commercial production stem from a fundamental misunderstanding of the powder’s sensitivity to heat, oxidation, and mineral content in water. Success at scale requires moving beyond artisanal methods into precision-controlled industrial protocols.”
In short:
- Use water between 70-80°C to prevent scorching.
- Maintain a strict cold chain (2-8°C) for all bulk inventory.
- Implement high-shear mixing or industrial sifting to eliminate clumping.
- Match the specific matcha grade to your application’s pH and fat content.
1. Are you choosing the wrong grade and making costly matcha mixing mistakes?
Selecting a premium ceremonial grade for high-heat baking or a low-grade culinary powder for a delicate matcha latte is the primary cause of flavor inconsistency. The truth is, the chlorophyll and L-theanine levels vary drastically between harvest flushes.
Think about it: using a delicate ceremonial powder in a formulation that undergoes UHT (Ultra-High Temperature) processing is a waste of capital, as the nuanced umami will be destroyed. Conversely, using an astringent, late-harvest powder in a RTD (Ready-to-Drink) beverage without sufficient sweeteners will result in a harsh, unpalatable finish.
Key Takeaway: Always align the tea’s amino acid profile with your processing method. For high-temperature applications, a robust culinary matcha provides a more stable color and flavor than its ceremonial counterparts.
2. How does a lack of sourcing transparency lead to critical matcha mixing mistakes?
Inconsistent raw material quality often originates from a fragmented supply chain where the impact of climate volatility is ignored. You might be surprised to learn that unseasonal frosts or heatwaves in regions like Uji or Nishio can alter the particle size and “mixability” of the powder from batch to batch.
The fact is, without direct oversight of the tencha source, manufacturers cannot predict how a powder will react to industrial stabilizers. Risk management in B2B procurement involves diversifying suppliers while ensuring every batch meets a standardized particle size analysis to prevent sedimentation.

Key Takeaway: Transparency in sourcing is not just a marketing claim; it is a technical requirement for ensuring that your mixing equipment remains calibrated to a consistent raw material.
3. Is poor temperature regulation causing your most frequent matcha mixing mistakes?
Exceeding the 80°C (175°F) threshold during the mixing phase is the fastest way to scorch chlorophyll and induce irreversible bitterness. It’s a common misconception that boiling water is necessary for “sterilization” during the blending process.
The chemistry of scorched matcha involves the rapid oxidation of catechins, which transforms a vibrant emerald hue into a dull, brownish-yellow. In industrial settings, heat generation from high-speed mixers can also push the slurry into the “danger zone,” necessitating the use of jacketed cooling tanks to maintain a 20°C environment post-mixing.
Key Takeaway: Monitor the temperature of your mixing vessels constantly. Maintaining water between 70-80°C preserves the delicate L-theanine and prevents the “burnt” taste often associated with poor-quality commercial tea.
4. Can warehouse storage failures be classified as avoidable matcha mixing mistakes?
Failure to maintain the cold chain is an “invisible” mistake that ruins the powder’s solubility before it even reaches the mixing tank. Matcha is highly hygroscopic, meaning it absorbs moisture from the air, leading to pre-mixing condensation and hard clumps.
Here is the kicker: storing bulk matcha at room temperature for just a few weeks can reduce its antioxidant capacity by over 20%. For B2B inventory, a strict 2-8°C storage mandate at 30-40% relative humidity is non-negotiable to prevent the powder from “aging” and losing its vibrant green color.
Key Takeaway: Treat matcha as a perishable agricultural product. High-volume buyers should utilize refrigerated logistics and airtight, light-blocking packaging to ensure the powder remains “fresh” for the manufacturing line.
5. Are equipment failures behind your industrial-scale matcha mixing mistakes?
Using high-heat metal grinders instead of traditional granite mills during the secondary processing stage creates a “toasted” flavor profile that cannot be fixed during mixing. For companies exploring private label opportunities, the choice of equipment determines the final texture.
Let’s be honest: metal grinders are faster, but they generate internal temperatures exceeding 50°C. This thermal stress damages the cellular structure of the tea leaf. To avoid these errors, ensure your supplier uses slow-turning stone mills that keep the powder below 25°C throughout the grinding process.
Key Takeaway: Quality begins with the mill. Verify that your wholesale matcha is stone-ground to a particle size of 5-10 microns to ensure instant dissolution without the need for chemical emulsifiers.
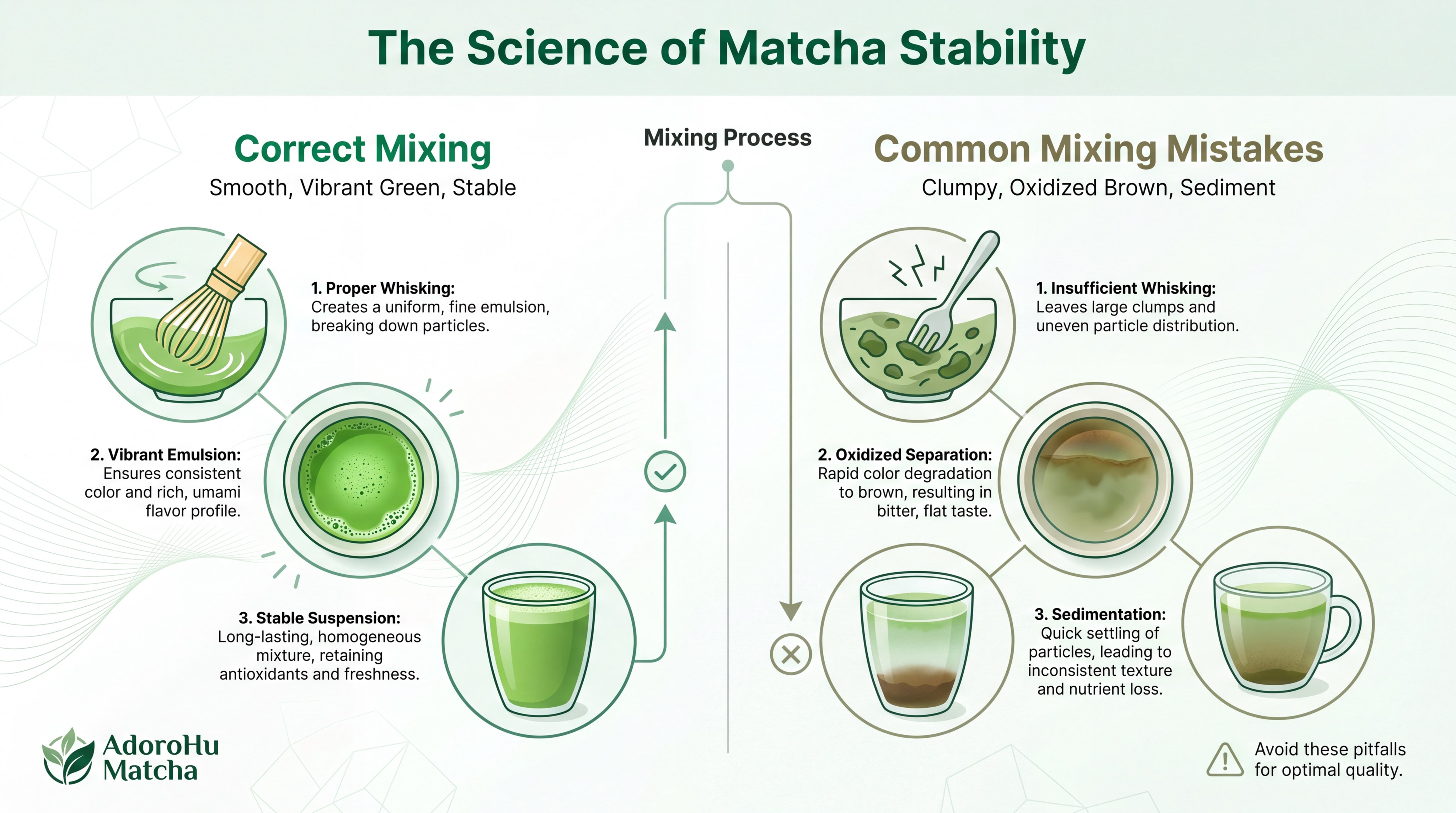
6. Why is failing to solve industrial clumping one of the biggest matcha mixing mistakes?
Clumping is caused by static electricity and moisture, and simply “whisking faster” does not solve the problem at an industrial scale. In fact, large clumps can shield dry powder from the liquid, resulting in “bitter pockets” in the final product.
The solution is the “Industrial Paste Method”—creating a concentrated slurry with a high-shear mixer before diluting to the final volume. This ensures that every particle is fully hydrated, eliminating the sediment that often plagues bottled matcha beverages.
| Feature | High-Shear Mixing | Traditional Whisking | |
|---|---|---|---|
| Scale Capacity | 1,000+ Liters | < 2 Liters | |
| Clump Removal | 99.9% Efficiency | Variable/Manual | |
| Texture Result | Ultra-smooth Emulsion | Frothy/Aerated | |
| B2B Suitability | High (RTD/Bulk) | Low (Individual Prep) |
Key Takeaway: Invest in high-shear blending technology or automated sifting stations. Eliminating clumps at the start of the process reduces remake rates and customer complaints by up to 15%.
7. Is your QC process overlooking these common matcha mixing mistakes?
Most quality control teams focus on flavor but neglect the impact of water pH and Total Dissolved Solids (TDS) on the final mix. Water that is too hard (high mineral content) will react with the tea’s polyphenols, causing the color to gray and the flavor to flatten.
Believe it or not, a pH shift of just 0.5 can significantly alter the stability of the green color in acidic formulations like fruit-flavored matcha drinks. Implementing automated color measurement (Lab* values) and particle size analysis is essential for maintaining uniformity across high-volume shipments.
Key Takeaway: Standardize your water source. Using reverse osmosis (RO) water with a controlled mineral re-addition allows for consistent flavor extraction across different manufacturing locations.
8. Are ratio errors in product development leading to systemic matcha mixing mistakes?
Inaccurate powder-to-liquid ratios are a frequent cause of “weak” or “overwhelming” flavor profiles in matcha baking . Many developers fail to account for the “dilution effect” when creating iced applications, where melting ice can reduce the flavor intensity by 30%.
The secret is to adjust the formula for the specific consumption temperature. A recipe that tastes perfect as a hot latte will likely taste bland when served over ice. Precision digital scales and standardized measurement protocols are the only way to ensure batch-to-batch consistency.

Key Takeaway: Develop separate ratio standards for hot, cold, and frozen applications. Testing the “remake rate” in your pilot kitchen can identify these ratio errors before they reach mass production.
9. How do private label formulation hurdles create hidden matcha mixing mistakes?
When developing a clean-label product, the temptation to avoid anti-clumping agents can lead to stability issues. However, adding too many stabilizers can mute the vibrant green of organic matcha .
But wait, there’s more: the synergy between matcha and milk alternatives (like oat or almond) is different than with dairy. The fats and proteins in plant-based milks can “bind” to the matcha particles differently, sometimes causing faster separation or a chalky mouthfeel if the mixing speed is not perfectly calibrated.
Key Takeaway: Conduct rigorous shelf-life testing on all new formulations. Understanding the interaction between bulk matcha and your specific base liquid is critical for private label success.
10. Are your distributors suffering because of these final-stage matcha mixing mistakes?
High remake rates at the café or retail level are often the result of complex prep procedures that lead to human error. Transitioning from manual whisking to a pre-made matcha concentrate system can dramatically reduce labor costs and prep-time errors.
The truth is, if your B2B accounts are struggling to produce a consistent drink, the fault often lies in the lack of staff training or overly complicated mixing requirements. Streamlining the preparation process ensures that the end consumer receives the same quality every time, regardless of who is behind the counter.
Key Takeaway: Provide your distributors with clear, visual SOPs (Standard Operating Procedures). Reducing the complexity of the mixing process is the most effective way to lower remake rates and improve profit margins.
Frequently Asked Questions
- Why does my matcha beverage separate after 24 hours?
- This is typically due to insufficient particle suspension or using a powder with a particle size larger than 15 microns. High-shear mixing and the addition of natural stabilizers like pectin can help maintain a homogeneous mixture.
- Can I use boiling water if I mix the matcha with cold milk immediately?
- No. Even a few seconds of exposure to 100°C water will scorch the powder. Always temper your water to 70-80°C before it touches the matcha.
- What is the best way to store bulk matcha once the bag is opened?
- Squeeze out all excess air, reseal the bag tightly, and return it to a refrigerated environment (2-8°C). Exposure to oxygen and light will rapidly degrade the color and flavor.
- How does water pH affect the color of my matcha latte?
- Alkaline water (high pH) tends to preserve the green color better, while acidic environments (low pH) cause the chlorophyll to turn yellow-brown. Aim for a neutral pH of 7.0 for the best results.
- Is sifting really necessary for industrial production?
- Yes. Sifting breaks up the electrostatic bonds between particles, ensuring that the high-shear mixer can effectively hydrate each grain of powder without creating clumps.
Conclusion
Avoiding common matcha mixing mistakes requires a combination of high-quality raw materials, temperature precision, and the right industrial equipment. By understanding the chemical sensitivities of the tea leaf—from its reaction to heat to its behavior in different water profiles—manufacturers can create superior products that stand out in a crowded market. Whether you are formulating an RTD beverage or a wholesale bakery line, consistency is the ultimate success metric. To ensure your production line is using the highest-standard ingredients, contact our team today for a consultation on the best matcha grades for your specific B2B needs.